球磨机大齿圈安装后需要检测和调整
文章作者:admin / 发表时间:2014/9/2 / 点击: 次
球磨机安装过程中,大齿圈配件装配到筒体法兰后,首先要使球磨机中的两半齿圈接口处的间隙及齿距符合要求,然后还必须检测大齿圈的径向跳动和端面跳动值。如果大齿圈超差,则需要通过适当调整才能保证球磨机使用效果,总之一定要符合安装技术要求,为接下来的的传动装置调整和球磨机操作维护提供依据。
1、球磨机大齿圈的检测
大齿圈安装后需检测其径向跳动和端面跳动。径向跳动F是以齿轮轴线为基准,其值等于径向偏差的最大值和最小值的代数差。端面跳动是以齿轮轴线为基准,齿轮端面与轴心线的不垂直度。
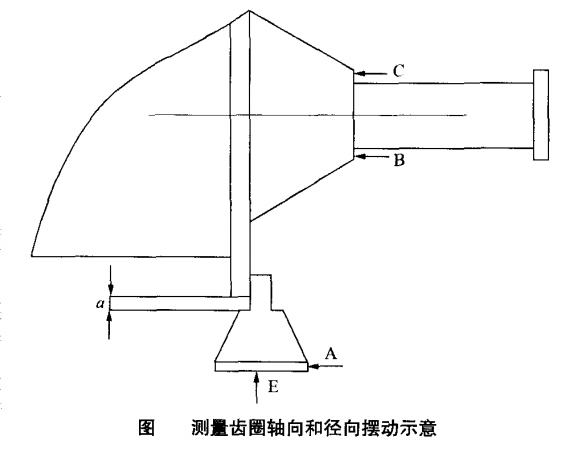
大齿圈径向跳动和端面跳动的检测如图下图所示,在大齿圈齿宽的中点处设置一块千分表E,测微指针要垂直被测面,用来测量齿圈的径向跳动;在大齿圈的端面设置一块千分表A,用来测量大齿圈的端面跳动;B、C两块千分表分别设在中空轴轴肩处,并相隔180°,用来测量球磨机本身的轴间串动量,以此来校正大齿圈端面跳动量A表的数据。
千分表设置完毕后调校各表的指针,使指针对准读数“0。00mm”。将大齿圈均匀划分几点,作为检测点。行车盘转筒体,读取千分表在相应点的读数,并记录数据,最后回到零点,E表的读数仍为“0。00mm”,就检测出大齿圈各点的径向偏差值,最大偏差值与最小偏差值的差即为大齿圈的径向跳动量。
某一点A表的读数减去对应点B表的读数,即为该点的端面跳动偏差值,其最大偏差值的与最小偏差值的差即为大齿圈的端面跳动量。
2、球磨机大齿圈的调整
根据规范要求:大齿圈的径向跳动,每米节圆直径不应大于0。25mm;大齿圈的端面跳动,每米节圆直径不应大于0。35mm。如果超差就需要进行调整。
为了消除过大的端面跳动,可通过在大齿圈和端盖的接触面之间加金属垫片进行调整,直至达到规范要求为止。
大齿圈内圆柱面与筒体法兰的圆柱面之间有一定间隙,见图2中的a。在检测完大齿圈的径向跳动后,再按其对应点测量两个圆柱配合面之间的间隙值a,并计算出间隙平均值。调节法兰连接螺栓,按计算出的间隙平均值调整各测量点的间隙,这样基本能消除安装误差导致的径向跳动偏差,如果径向跳动还超差,可继续调整。在消除安装误差的前提下,也尽量减少其他原因导致的径向偏差,使径向跳动量达到或接近规范不。调整完毕后,应将大齿圈径向跳动偏差最大和最小处作标记,并详细记录在设备档案中,以利于调整齿轮副的啮合间隙。
Tags: 球磨机
或许你会对下面的感兴趣:
- 球磨机操作期间应注意问题 (2014-9-1 18:4:47)
- 河南红星总结球磨机衬板分类 (2014-9-1 18:3:32)
- 球磨机使用过程中的问题与检修维护 (2014-8-30 17:12:14)
- 球磨机结构部件故障的原因及处理 (2014-8-30 17:11:42)
- 分析球磨机润滑油和轴瓦升温原因 (2014-8-29 17:51:58)
- 球磨机滑履轴承优点介绍 (2014-8-29 17:50:50)
- 红星厂家总结球磨机使用和维护要点 (2014-8-28 17:10:43)
- 球磨机配件隔仓板在球磨机中的作用 (2014-8-27 17:59:59)
- 红星介绍选矿厂常用的磨矿分级流程 (2014-8-26 18:17:10)
- 球磨机价格浮动不稳定的主要因素 (2014-8-25 18:15:21)
