球磨机主轴瓦故障分析及修复办法
文章作者:admin / 发表时间:2014/7/26 / 点击: 次
矿用球磨机的主轴瓦也可称为球面瓦,球面瓦属于球磨机主轴承中的重要零配件,其内表面是一个圆柱的形状,内部连接着球磨机中空轴颈,而地面上是一个凸球面形,对应的安装到主轴承座的凹球面上,这样球磨机主轴瓦在运行时就能够在球窝中自由运转,最终达到主轴瓦内表面能够均匀受力的效果。
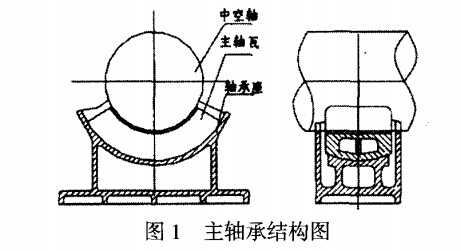
磨机简体上所有荷载经过轴颈传递到主轴瓦,最终传递到主轴承座,其示意图如图1所示。只要该部件出现故障,必然会影响到整个机械的正常运转。因此,探究球磨机主轴瓦的故障具有现实意义。
1、损毁主轴瓦的故障分析
从实际情况来看,导致主轴瓦的损毁原因是多方面的,本文就从以下几个方面进行探讨,分析其故障原因。
(1)主轴瓦的质量问题
从许多情况来看,主轴瓦自身质量是否过关直接对磨机工作性能与主轴瓦自身寿命有极大影响。
1)材质质量:在采购主轴瓦时必须要把握好材质关,巴氏合金中有铅基巴氏合金、锡基巴氏合金等等,锡基巴氏合金主要是以锡为基础,其中融合了铜、锑等各种元素所组成,这种合金具有适中硬度及摩擦小等,还具有较好韧性及塑性,较好的耐蚀性及导热性,大多使用到大型机械中高速轴瓦。在实际选购主轴瓦中,大多是选用锡基巴氏合金,不然轴瓦就极易出现磨损,降低了工作寿命。
2)浇铸制造的质量:浇铸质量以及铸铁基体铸造质量都会影响到轴瓦磨损,比如在浇铸合金层是存在缺陷,存在一些微细的裂纹或者表面粗糙、有脱壳隐患等,投入到运行之后就会加快磨损,或者因震动及合金疲劳等各种因素导致合金层脱壳、断裂等,并且轴瓦铸铁的基体中存在多条冷却水道,一旦在铸造中出现夹渣、气孔以及微裂纹多根现象,都可能造成冷却水通过这些地方而流入到轴承座的油池,最后带入进轴瓦工作面,致使润滑不足而发热损毁,这种环境下中空轴也极易锈蚀,如果严重还可能会造成轴瓦整体发生断裂。
3)润滑问题:在主轴瓦和中空轴颈间需要进行润滑,如果润滑不当必定会损毁主轴瓦。造成损毁原因如下所示:
其一,选用润滑油不当,黏度与黏温特性和磨机轴瓦不相配,必定会烧毁轴瓦。并且漏油、缺油或者油厢中的油面没有达到规定的标高,都可能会造成轴瓦不易形成油膜,丧失润滑而烧瓦。
其二,油质不干净、不佳,如果其中所夹带灰尘、杂物以及物料等等都会到主轴瓦的工作面,导致过早磨损,或将润滑系统堵塞而造成循环油路受阻,因供油不足而损毁轴瓦。
其三,润滑系统出现故障,一旦润滑系统出现故障并会严重影响到轴瓦。例如供油系统的液压元件、齿轮油泵以及过滤器等等受损或者出现故障,一旦不及时进行处理都可能降低系统的流量,烧毁轴瓦。并且要定期对刮油器与带油圈进行定期检查,防止掉落。
4)装配质量问题:其一,中空轴和主轴瓦进行配刮研质量的问题。主要接触面或点达不到要求,造成主轴瓦过热,造成烧瓦,在安装之时,大多要把主轴瓦和中空轴的轴颈进行细刮和精刮,经过刮削,刮刀必定会多次推挤与压光轴瓦符合技术要求实现理想的配合。接触面的接触点应在2个以上,接触角90度~110度,侧间隙为中空轴直径0。75%~1%。实践主球磨主轴瓦间隙稍大一点较好,接触斑点50×50mm2,四周应楔性间隙,边缘0。5mm左右,深度0。5mm左右,横纵多道储油沟,尽可能主轴瓦得到充分润滑.接触良好,摆动灵活。
其二,外球面和轴承座的内球面配合接触的问题。当磨机进行运转时,因筒体安装精度或者自身自重因素而扰度较大,都可能让空轴被翘起,假如主轴的瓦球面转动上不灵活,可能导致轴瓦和中空轴在接触上不均匀,而将所有压力承载到筒侧一个环形的条带上。必然导致接触带变窄,极大增加了局部瓦面所承受压力,影响润滑油的进入,造成局部被磨损以及过热,必定会造成合金被融化或者烧毁。所以在安装主轴瓦的外球面和轴承座中的内球面配合基础上一定要严格把关,一定要保证安装的质量技术所需。
5)冷却水不足问题:当磨机主轴承运转时,磨内热物料以及各种热气都会传热到轴承,并且中空轴颈和主轴瓦的接触面因摩擦必然会产生热量,轴承表面也会散一些热到周围空间,但是这些热量是不能够抵消前者,所积累热量必然会加剧主轴瓦温升。但是巴氏合金能够承受正常运行的温度低于70℃,一旦温度超出了这个值就极易出现烧瓦,所以一定要排走热量降低温度。比较常见冷却方法就是用水进行冷却,把水引进到轴瓦内部而带走热量。只要冷却水不够或者管道被堵塞、锈蚀等各种原因,造成冷却水不通畅,就不能够及时将热量排走,必定导致主轴瓦的温度升高而烧毁。并且人料的温度太高,主轴瓦上所积累热量超过了所排出热量,或者磨机过载都可能导致温度升高,都可能导致主轴瓦被损毁。
(2)修复办法
首先,要检查损毁主轴瓦的程度,才能够依据损毁程度采取相应的处理方法。如果主轴瓦被严重损毁,缺乏了修复价值,就没有必要进行维修,而更换新的轴瓦。假如磨损情况并不严重,就要采用直接刮研方法进行修理。假如巴氏合金层被严重磨损,那就应该采用两种方法进行修复。虽然磨损了巴氏合金,但是其厚度处于5mm以上,就应该在旧合金上进行气焊堆焊,之后进行加工刮研修复。
其中操作要点为:把主轴瓦的表面清理,使用刮刀将主轴瓦的表面上烧熔或者磨损清理干净,等待露出了金属光泽即可,同时要采用碱性溶液或者汽油来除掉表面油污。并将氯化锌溶剂均匀涂到烘干内瓦面上。还要把主轴瓦的底部放进冷却水槽里,这样就能够避免施焊之时轴瓦的底部因热而变形。焊条必须要选择和原来巴氏合金成分比较相近的,补焊焊道的宽度大约为5mm~lOmm,厚度为2mm~3mm。所焊接方向要和主轴瓦端面平行,实施多层补焊,而合金的厚度预留大约为1mm的加工余量。
其次,巴氏的合金如果遭到严重磨损,乃至出现了底铁,就必须要把巴氏合金上旧衬熔掉,重新浇铸合金。
操作主要要点是:把主轴瓦加热到300℃,熔化掉原来的巴氏合金:使用砂布、钢丝刷将主轴瓦表面污垢、氧化皮等清除掉,一直到金属光泽露出为止。采用10%~15%的稀盐酸或者将瓦面清洗,之后采用水冲洗与烘干。完成之后轴瓦的内表面就镀上一层锡,才能够将巴氏合金牢固的粘合。
最后,对巴氏合金进行浇筑;把底板钢板、内模以及轴瓦等等装好之后且预热到250~350℃,要密封好各个缝隙处,这样才能避免在浇注巴氏合金溶液是漏出。当加热到大约300-400℃时,把巴氏合金加热到完全熔化时,就把溶液沿着内模的外圆均匀流下,这样不但可以排出空气,还能够把杂质悬浮到溶液的表面,一直到灌满为止,当浇注之后就要冷却到80~100℃,才能够将轴瓦取出来。还要按照相关技术要求,进行中空轴的配刮。
2、结束语
总而言之,随着工业大发展,机械成为了推动工业发展的重要工具之一,因此机械能否正常运转直接影响着该行业的稳定发展。因此必须要结合球磨机的实际结构,分析造成主轴瓦的故障,当然出现故障并不仅仅只有损毁,还有发热等其他故障,必须要结合分析引发故障的原因,进而结合实况采取合理正确使用,精心维护,合理润滑,以保证球磨机安全运行。
Tags: 球磨机
或许你会对下面的感兴趣:
- φ2.7×3.6m球磨机传动系统存在问题及改进措施 (2014-7-25 16:7:32)
- 选矿球磨机双金属复合衬板的材质和性能要求 (2014-7-24 18:23:12)
- 球磨机端盖加工方法和技术要点 (2014-7-23 17:26:34)
- 引起球磨机传动系统振动的原因及解决办法 (2014-7-22 17:4:23)
- 球磨机为矿山行业环保发展做贡献 (2014-6-6 8:32:42)
- 影响球磨机产量的六项因素 (2014-6-5 8:29:13)
- 球磨机内部配件的质量要求 (2014-6-3 8:33:1)
- 新型节能球磨机具备的优势 (2014-5-30 8:41:19)
- 球磨机盘车停磨后离合器卡死的原因及改造方案 (2014-5-29 8:39:39)
- 很多时候细节决定球磨机质量 (2014-5-28 8:42:33)
